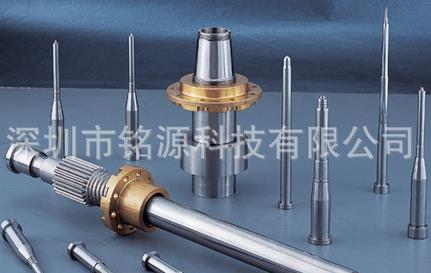

軸的精度和粗糙度高于其他零件,軸與其他零件的配合也很接近。電機軸在加工過程中要掌握以下要素。
工作面的同軸度。主要工作面是軸承位置(與軸承匹配的表面)和軸伸位置(與驅動輪匹配的表面)。如果從軸伸面到軸承位置面的徑向跳動(偏心)過大,電機在運行時會產生振動和噪音。另外,當轉子鐵芯、滑環、換向器、風扇等零件徑向跳動過大時,可在轉子精加工時修正這些零件的外圓,但會造成更多的初始不平衡。如果轉子鐵芯、滑環、換向器和風扇在精加工后組裝在軸上,這些零件過大的直徑跳動將大大影響電機運行的可靠性。
配合件的尺寸精度和圓柱度控制。軸伸長、軸承位置和鐵芯位置的尺寸精度和位置精度要準確,否則會造成裝配困難,甚至造成零件損壞、軸承松動或運轉不靈活、軸承溫升過大。
電機軸加工的粗糙度控制。配合面粗糙度不高,容易磨損。如果非配合面粗糙度過低,軸的疲勞強度會降低。
肩部圓角和砂輪槽應按要求尺寸加工。圓周角半徑過小、砂輪槽過深會降低軸的強度,而圓周半徑過大會使接頭端面接觸不穩定。為防止磨削過程中砂輪側面與臺肩發生摩擦,砂輪進給槽是不可少的。
以上是電機軸在加工過程中要掌握的要素,希望對大家有幫助。